





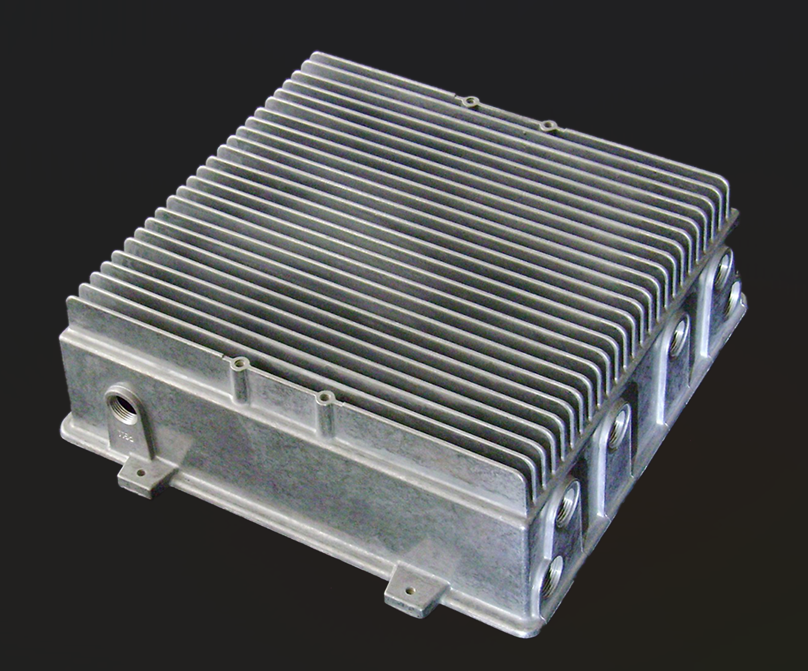
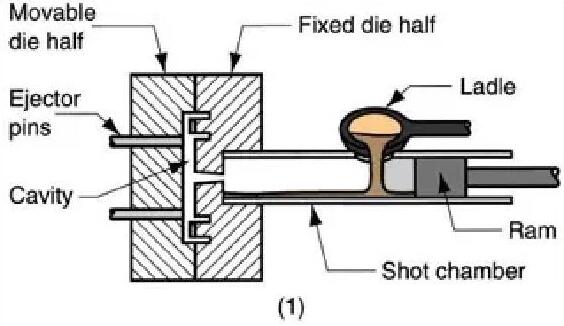
KINGRUN spiedlietā radiatora radiators izmanto aukstās kameras spiedlietēšanas procesu, kurā matricas padevei tiek izmantots izkausēta metāla baseins. Pneimatiski vai hidrauliski darbināms virzulis iespiež izkausēto metālu matricā.KINGRUN lietie radiatorigalvenokārt tiek ražoti, izmantojot alumīnija sakausējumus (A356, A380, ADC14).
Spiedienlieta radiatora ražošanas procesā ir nepieciešamas divas presformas puses. Vienu pusi sauc par "vāka presformas pusi", bet otru - par "izmetēja presformas pusi". Vietā, kur abas presformas puses saskaras, tiek izveidota atdalīšanas līnija. Presforma ir konstruēta tā, lai gatavais lējums, atverot presformu, slīdētu nost no presformas vāka puses un paliktu izmetēja pusē. Izmetēja pusē ir izmetēja tapas, lai izstumtu lējumu no izmetēja presformas puses. Lai novērstu lējuma bojājumus, izmetēja tapas plāksne precīzi un vienlaikus ar vienādu spēku izspiež visas tapas no izmetēja presformas. Izmetēja tapas plāksne arī ievelk tapas pēc lējuma izmešanas, lai sagatavotos nākamajam šāvienam.
Siltumvadītāja pielietojuma lauks
Augstspiediena lietie radiatori ir izmaksu ziņā efektīvs risinājums liela apjoma lietojumprogrammām, kurām ir svarīga loma svara ietekmē un kurām nepieciešama augstāka kosmētiskā virsmas kvalitāte vai sarežģītas ģeometrijas, kas citādi nebūtu sasniedzamas ar alternatīvām radiatoru ražošanas metodēm. Lietie radiatori tiek ražoti gandrīz neto formā, tiem ir nepieciešama neliela vai nekāda papildu montāža vai apstrāde, un to sarežģītība var būt dažāda. Lietie radiatori ir populāriAutomobiļiun5G telekomunikācijastirgos to unikālās formas un svara prasību, kā arī liela apjoma ražošanas vajadzību dēļ.
Diecast radiatora liešanas process
Šie ir tipiskie KINGRUN liešanas procesa soļi:
• Izveidojiet presformu/formu
• Ieeļļojiet matricu
• Piepildiet matricu ar izkausētu metālu
• Izmešana no vāka matricas puses
• Izkratīšana no izmetēja matricas puses
• Liekā materiāla apgriešana un pēc tam slīpēšana
• Pulverkrāsojiet, nokrāsojiet vai anodējiet spiedlietā radiatora radiatoru
Publicēšanas laiks: 2023. gada 15. jūnijs




